


 現在弊社では、回転貫入方式鋼管杭基礎工事をとおして、『地球に優しい』をコンセプトとし、地盤の状況・立地条件などを考慮しつつ、最適な支持杭(鋼管杭)をご提案させていただいております。
現在弊社では、回転貫入方式鋼管杭基礎工事をとおして、『地球に優しい』をコンセプトとし、地盤の状況・立地条件などを考慮しつつ、最適な支持杭(鋼管杭)をご提案させていただいております。
2014年夏には国宝清水寺の耐震補強工事に参加。
2017年6月より、一般建築物用鋼管杭 ケンマパイルを新たにラインナップに加え、今まで以上に様々な地盤条件に最適な基礎工事をご提案させていただいております。
創業1991年より培ってきた経験、技術を駆使して困難な現場を施工可能としています。
また、災害ゼロ 高品質 安全な施工を目指しております。
所在地(愛知県)をベースに、日本全国どの地域でも対応可能です。
アビリティー



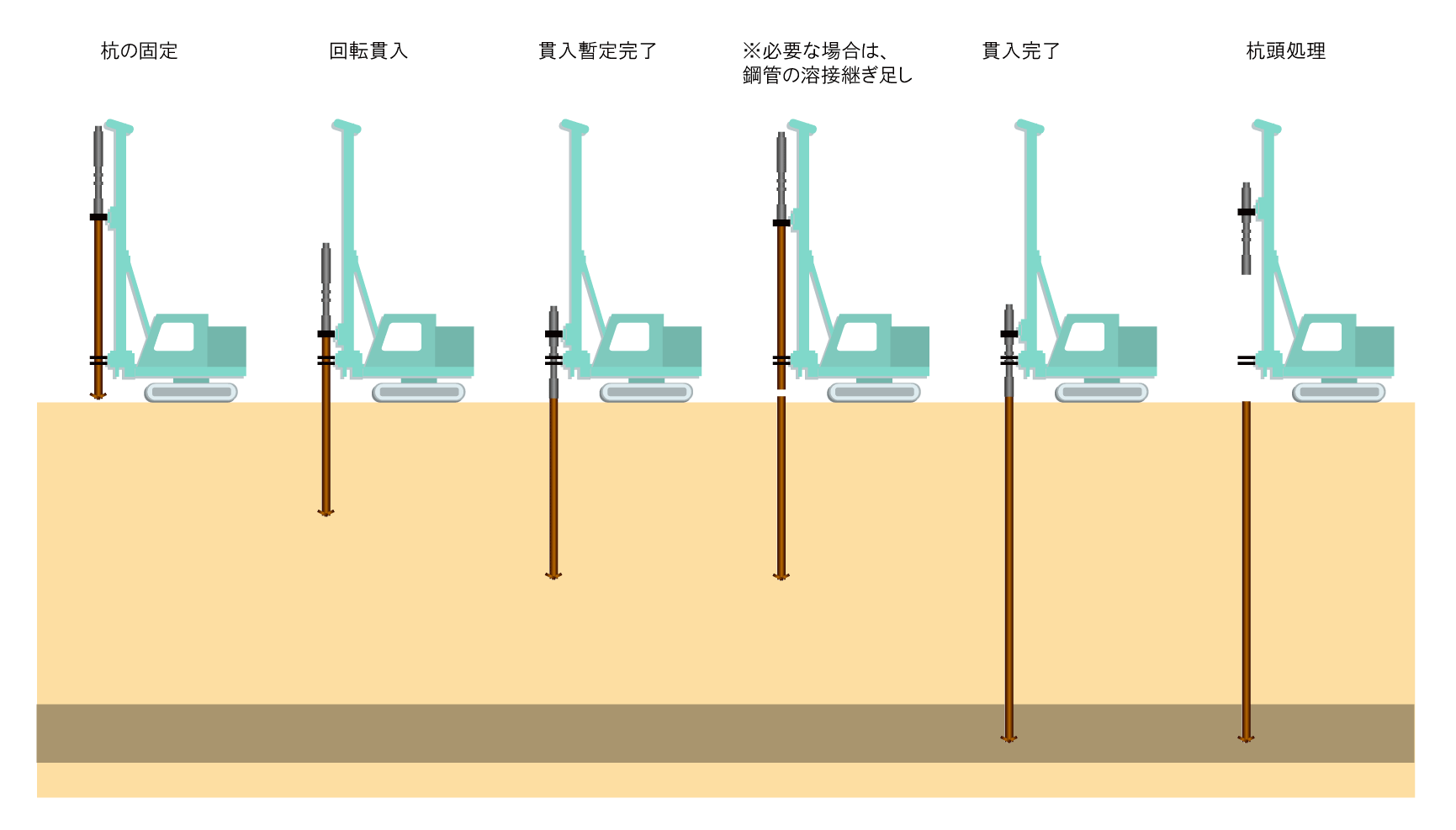
回転貫入方式鋼管杭基礎工事概略図
回転貫入方式鋼管杭基礎工事の特徴
| 環境保全 | 回転貫入工法は、無残土での杭施工を実現します。産業廃棄物(地盤改良材やセメントミルク等)は一切使用しないことにより、残土を全く発生させません。 |
|---|---|
| 高支持力 | 独自の杭先端形状により、大きな支持力を発揮することにより、経済的な杭設計が可能です。 |
| 低騒音・低振動 | 回転貫入方式で行う工法は、低騒音・低振動。都市部、住宅密集地、建物屋内などでの杭施工に最適です。 |
| 低コスト | 地盤調査に基づき無駄のない杭長、流通の簡素化、無駄な準備作業を省略、又拡翼付先端により杭軸が細径化可能になり、商品と施工のコストを抑えます。 |
| 省スペース | 施工に必要なものは、小型杭打機のみ。プラント設備等は不要なため、極めて省スペースでの施工が可能です。杭材は小型トラック(2t~4t)で搬入が可能、現場周辺の環境保護にも貢献します。 |
| 高性能施工機械 | 小型でありながら高トルクが可能な施工機械、狭い搬入路、施工現場、上空制限のある現場(工場等)など、限定された施工条件に対応します。 |